A target condition is developed out of a detailed grasp of the current condition, through direct observation and analysis, coupled with an understanding of the direction, vision, target, or need. You need to adequately understand the current condition in order to define an appropriate target condition.
The first few target conditions for a production process often spring only from analyzing the process itself. Then, as you progress there, target conditions should be aligned with or based on departmental targets. However, even if departmental targets are met, you should continue defining further process target conditions, because if a process is not striving toward a challenge, it will tend to slip back. Ultimately you should be able to walk through the factory and at each process ask, “What challenge”—target condition—”are you currently trying to reach here?”
One of the most common early target conditions with production processes, as well as again and again after process changes are introduced, is to establish stability as measured by fluctuation in workstation cycles and output cycles. Most production processes I see are not operating in a stable condition yet.
With regard to production processes, Appendix 2, “Process Analysis,” shows you a typical procedure for analyzing the current condition of a production process and obtaining the facts and data you need in order to establish an initial target condition for it.
What Information Is in a Target Condition?
A target condition describes a state that we want to have reached at some future point in time, on the way toward a longer-term vision. There are both technical and nontechnical target conditions, since the improvement kata has application in a wide range of situations. At least some aspects of any target condition should be measurable, however, so that you can tell if you have reached it or not.
A factor in establishing a target condition is to draw a line between the target condition and, in contrast, countermeasures or steps. A target condition should describe a desired condition, but not how you will get there (Figure 5-29). Trying to put countermeasures into a target condition is a common error that I still catch myself making. We like to jump to spelling out solutions, but this actually impedes the operation of the improvement kata.
Engineers, for example, often try to define target conditions in terms of solutions because that is what they are accustomed to working with. You have to learn to hold yourself back and first define where you want to go before you get started on moving there. Countermeasures, then, are what you develop as needed once the target condition has been defined and you are striving to move toward it, as described in Chapter 6.
| NOT A TARGET CONDITION | WHY |
| “Implement a pull (kanban) system” “Introduce milk-run material delivery” | Too vague. A kanban or material-delivery system can in fact be a target condition, but you need to describe in detail how they should operate. |
| “Apply 5S” (housekeeping and workplace organization)
“Install a barcode system” “Change the layout” |
These are countermeasures, which should not be confused with a target condition.
First describe how the process should operate. Countermeasures are then developed as needed on the way to that target conditon. |
| “Minimize” “Reduce” “Improve” “Increase” | Words like minimize, reduce, improve, increase do not belong in a target condition, because a target condition describes a desired condition at a point in time. |
| “Two fewer operators”
“Reduce inventory by two days” |
Reduced headcount or reduced inventory are outcomes, not target conditions. They do not describe how the process should operate in order to be able to meet customer demand with less people or less inventory. |
Figure 5-29. Examples of what is not a target condition
As a guideline, the target condition for a manufacturing process tends to include the following four categories of information. The first three items are used in conducting process improvement day to day through the improvement kata. The fourth item is only used periodically to gauge the outcome of process improvement efforts.
- Process steps, sequence and times
What is the sequence of steps required to complete one cycle through the entire process, how long should each step take, and who is to perform that step?
- Process characteristics
Other attributes of the process:
- Number of operators
- Number of shifts
- Where 1x1 flow is planned
- Where buffers are to be held (including intended buffer quantity)
- Lot size/EPEI/changeover times
- Heijunka/leveling pattern
- Process metrics
These are metrics for checking the condition of the process in short time increments, in real time while the process is running, to help guide improvement efforts, such as:
- Actual cycle time for each step, per piece, or per standard quantity of pieces (such as one tray or packing layer)
- Amount of fluctuation from cycle to cycle
- Outcome metrics
- Number of pieces produced per (time increment)
- Productivity
- Quality indicators
- Cost
- Fluctuation in output from shift to shift
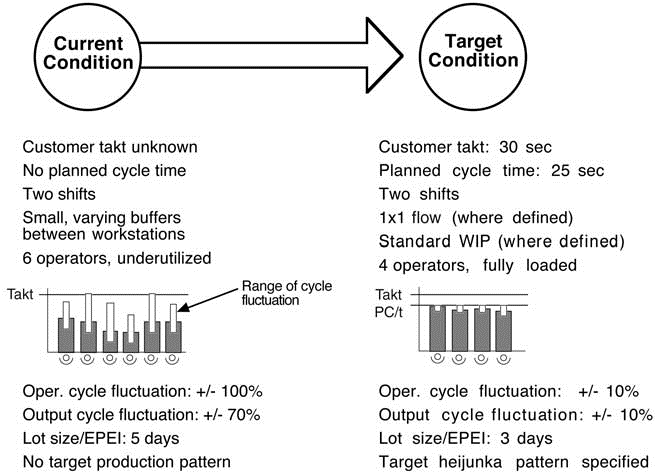
Figure 5-30. An example process target condition
In Figure 5-30 we see typical elements of a target condition for an assembly process. However, this target condition is only for illustration purposes and has too many elements that are a leap in comparison with the current condition. Moving from this current condition to this target condition would probably involve a series of target conditions.
As you can see, manufacturing target conditions tend to define how a process should be operating to a greater level of detail than is currently the practice in many factories. As we will see in the next chapter, this detail creates a condition in which learning can take place.
How Much Detail?
At production processes it is sometimes possible to define in advance a detailed target condition, because the current condition can be observed, analyzed, and understood in detail. In most situations, however, it is not possible to fully see and understand the true current
condition right away, and thus not possible to define a target condition in full detail up front. For example, think of setting out to develop or market a new product. That is, you do not yet know the details about what customers want.
Caution is advised, for in situations where you cannot yet adequately discern the current condition—which is most situations—you may mistakenly feel confident that you do understand. We often don’t realize what we do not know, and can thus easily slip into specifying target condition details that are actually based on conjecture.
So there is a dilemma. Before you get started, you need a target condition—but you cannot yet see a lot of target condition detail. The way out of this predicament is to begin with a well thought out but basic, less detailed definition of the target condition and add in detail as you move forward and learn about the obstacles (Figure 5-31). When in doubt, err on the side of being a little vague in defining the target condition, and narrow down and add detail as you move into the unclear territory. This leaves options open rather than specifying them too early based on suppositions.
For example, at production processes, I have had good results by making close observations, establishing an initial target condition that defines the following, and then getting going (as described in Chapter 6):
- Takt time and planned cycle time
![]()
Figure 5-31. Once under way, more details become clear
- Where in the process a 1x1 flow should be achieved next (based on experienced judgment)
- The number of operators and shifts
- Process stability
For detailed guidance on defining these points see Appendix 2.
After a day or two of working at the process, we have usually learned enough about it to have defined a more detailed target condition. This frequently involves simply attempting to run the process as described in the initial target condition, as an experiment; that is, in order to see what happens. You might call this “further analyzing the current condition by getting going toward the target condition.” The approach of defining initial target conditions vaguely is in widespread use at Toyota, where it is considered bad form to specify in detail something you do not yet understand.
Note that I do not mean changing the target condition as you move forward, but rather, fleshing it out. Once a target condition is established—even an initially vague one—its content and achieve-by date are not easily changed. This is done so we take time to analyze the current condition, think carefully about the target condition, and, when the going gets tough, work hard to understand and with creativity get through the obstacles that arise step by step. This way we achieve a new level of system performance, rather than simply altering the target condition.
Do or do not.There is no try.
—Yoda
Defining some terminology can be helpful here. I call an initial, vague target condition a challenge, and once sufficient detail has been added, I call it a target condition. For example, the manager of an assembly area challenges his team to bring the machining of some die cast components, which is currently done in batches elsewhere in the plant, into the 1x1 flow at an assembly process. As the team studies the situation, develops a concept and perhaps even experimentally moves the machining center into the assembly process, it defines the further details that characterize a target condition.
How Challenging Should a Target Condition Be?
Knowing what is an appropriate target condition—a challenging but achievable stretch—depends on the situation and is an acquired skill. As you gain experience in using the improvement kata, you will become a better judge of what a particular process and people are ready for next. As I began to learn about and work with the improvement kata, I thought we would tend to make our target conditions too easy. In fact, we tended to make them too difficult. Why? Because when we do not yet understand a situation firsthand and in detail, we overlook or underestimate obstacles and thus may develop target conditions that are too ambitious for the allotted time frame.
For example, sometimes we jump to introducing a FIFO (first in, first out) flow through long stretches of a value stream, with the idea that this must be good because it is much closer to the ideal state. However, if a FIFO flow has a beginning-to-end lead time of greater than, say, one day, it may generate chaos as process conditions change while parts work their way through the long FIFO route. What seemed like more flow becomes disorder, because we tried to leap ahead too quickly rather then proceeding step by step.
Another example is cutting too much inventory too soon. Here again, the thought is that cutting inventory is good because less inventory is closer to the ideal state. However, too little too quickly and you generate chaos. The trick is understanding your processes, holding the right amount of inventory in a controlled fashion, and improving those processes step by step toward appropriate target conditions, so that, as an outcome, inventory can be reduced.
What Is the Time Horizon for a Target Condition?
One year. Some target conditions may reach a year into the future, which corresponds with the planning or policy deployment cycle in
many companies. Or the target condition may be part of a long project. However, in my experience a one-year time frame is too long for a target condition to be effective, and such long-term target conditions should be supplemented with interim target conditions. You do not have to go too far at once, and it can be faster overall and more effective to take small steps rapidly than to try to make big leaps.
Three-month maximum. I suggest that the maximum time horizon for a production-process target condition should be three months. If a target condition extends further than three months into the future, you should probably look at breaking it into more manageable increments.
One to four weeks. I have had good success guiding people to establishing target conditions that are no more than one to four weeks out, particularly when they’re first learning the improvement kata. This way a person can get more practice with full cycles of the improvement kata.
The further into the future your target condition reaches, the more you will need to lay out a plan for how you intend to move from the current to the target condition. For a one-week target condition, you can get going without much of a how-to-get-there plan. For a target condition three months out, you will need a well-thought-out plan.
What Is the First Step?
As you define a target condition, it will not be clear how to achieve it, but the next step should be clear. This is like “priming the pump.”
In this regard, a Toyota person once told me to always focus on the biggest problem. However, when I tried to do this, I noticed a negative effect: we got lost in hunting for and discussing what was the biggest problem. When we tried gathering data and making Pareto charts, it took a lot of time and the biggest problem
category in the Pareto chart was usually “other,” which put us back to debating opinions. By the time we decided what the biggest problem was, the situation at the process had changed. This effect is called Pareto paralysis, and I encourage you to avoid it. Pareto paralysis delays your progress as people try to determine the “right” first step to take.
Fortunately, such delay is easy to avoid, because it matters more that you take a step than what that first step is. Do not worry so much up front about finding the biggest obstacle before you begin. Take a step, and when you’ve done that, the learning process begins and you will see further. If you are moving ahead in fast cycles, I assure you that you will soon find the current biggest problem. It will be waiting for you.
A related point in many instances is that the next step may not involve a countermeasure, but rather, getting more information through observation, data, or experiment. As mentioned before, if you are unsure, then go and see; again and again if necessary. This has helped me hundreds of times. Most steps you take will not be countermeasures, but efforts to see deeper and get more facts and data.
In setting the next step, a tactic I use is to ask the same person who conducted the process analysis and established the target condition to also define the next step. This eliminates those “what is the first step” discussions. The idea is to get started and then see further (Figure 5-32).
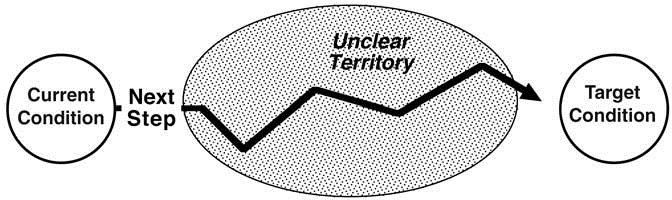
Figure 5-32. Once you take a step the learning process begins
Ready to Go
Once you have defined the target condition and the next step, you are ready to begin working toward the target condition. How Toyota does that is the other part of the improvement kata, and the subject of the next chapter.
Something you can do immediately is an analysis to assess the stability of a production process, which can be a good way to begin grasping the current condition. Do this at an assembly or “pacemaker” process if possible. (A definition of “pacemaker process” is in Appendix 1.) With a stopwatch, pencil and paper in hand, position yourself at the last workstation in the line, select a point, and time how often a part comes by that point. Do this for 20 to 40 successive cycles, recording the time for each cycle.
Then move upstream and time the cycle of each operator’s work in a similar fashion. Select a single reference point in the operator’s complete work cycle, which is where you will start and stop your stopwatch. Let the stopwatch run until the operator returns to that point in the cycle, regardless of how long it takes. Do this 20 to 40 times for each operator. Graph the findings for each position you timed as shown in the example in Figure 5-33. Do not calculate or use averages, which conceal process instability.
Now observe the process and ask yourself, “What is preventing the process and the operators from being able to work with a stable cycle?” Process stability alone is not a complete target condition, but making these observations can be a good start to understanding the current condition and developing a target condition.
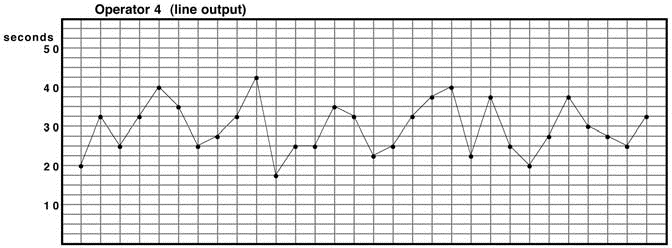
Figure 5-33. Checking process stability by timing successive cycles
Typical initial target conditions for manufacturing processes. Although there are many exceptions, the target conditions for a production process often initially progress through something like the following general categories. Within each of these categories there is typically a series of target conditions.
- Strive to develop a stable 1x1 flow to planned cycle time with the correct number of operators. If the process is not stable or is unable to meet customer quality or quantity requirements, address this before trying to make other improvements. Until you are able to establish a stable process, do not worry too much about linking the process target condition to company targets.
- Strive for a level mix with small lot
- Strive to connect the processes in the value stream to one another via
- Further improvement. This includes alignment with department targets, striving for a vision, reducing the gap between planned cycle time and takt time, moving the batch size closer to one piece, and so
Notes
- Customer demand rates change over time, of Toyota recalculates takt time every 30 days, and reviews it every 10 days.
- Assembly process diagrams from: Mike Rother and Rick Harris, Creating Continuous Flow (Cambridge, Massachusetts: Lean Enterprise Institute, 2001). Also at https://www.lean.org/
- An item is produced only if a customer has ordered In practice this is either when an item has been pulled from finished goods inventory or, in the case of low-volume items, ordered. If a customer has not caused the card for a particular item to circulate and there are no “overflow” cards from earlier, then the assembly process would skip over that item’s slot as it moves through the sequence.
- To be able to assemble in a level fashion and still satisfy spikes in customer orders, there must be enough finished goods inventory to cover those In some cases customer spikes are so large that the required amount of finished-goods inventory would be unacceptably high. In this situation you can start pursuing the obstacle with the question, “Why does this customer’s demand spike so much?”
- In an emergency that threatens to affect an external customer, Toyota will temporarily run parts on a different machine than is specified, but not without initiating problem-solving activity that seeks to understand the problem.
- Thomas Johnson makes this point when he refers to “managing by means,” or MBM, a concept that he contrasts with “managing by results,” or MBR. Western management thinkers tend to view the means as subordinate to results, whereas he argues for the view that the means, or process, is nothing less than results-in-the-making. See his Profit Beyond Measure: Extraordinary Results through Attention to Work and People (New York: The Free Press, 2000), especially chapter 2.